

扫一扫咨询详情

全国咨询热线:
19980777559
扫一扫咨询详情
全国咨询热线:
19980777559联系热线
三、 生产技术方案及产品性能
3.1 生产技术方案
3.1.1生产工艺:
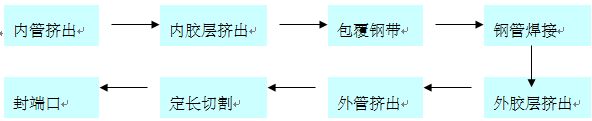
钢塑(PSP)复合压力管生产线成套设备是以以HDPE(PPR、PERT)为内外层,以连续成型焊接的对接焊薄壁钢管为中间增强层,塑料管道的定型过程与钢管的形成过程同步,内应力小,钢带与塑料之间以专用热熔胶紧密粘合。利用薄壁金属焊接的核心技术,所以PSP管中钢管的焊缝牢固、均匀、无任何凸起,不存在应力开裂点。整个成型、挤出的生产过程是完全连续进行的,从而使得这种工艺生产的钢塑复合管各层有机形成一体的,同时具有金属和塑料综合性能,管材壁厚比塑料管薄,但承受压力可以达到2.5Mpa(25bar),管材应力分布均匀、刚性好,是一种优良的新型环保管材。
3.1.2加工工艺流程
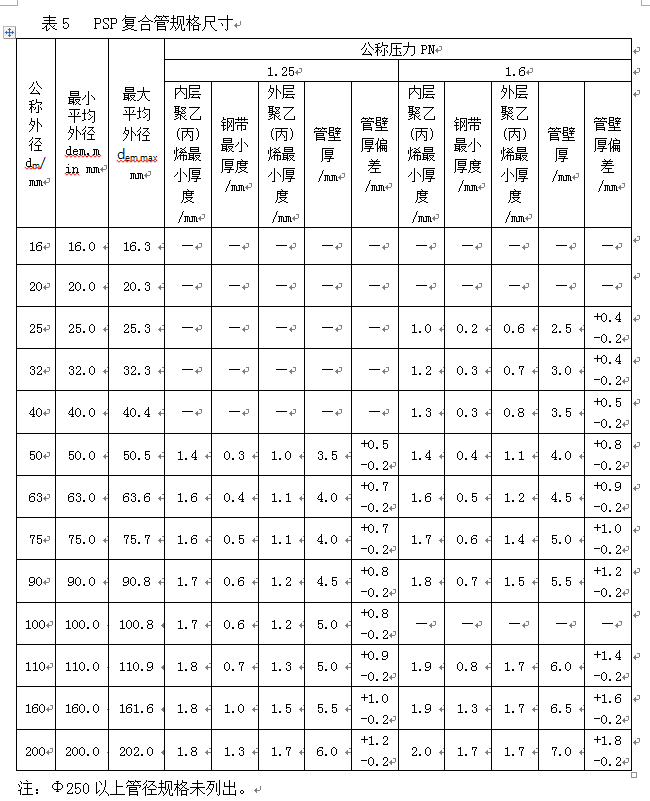
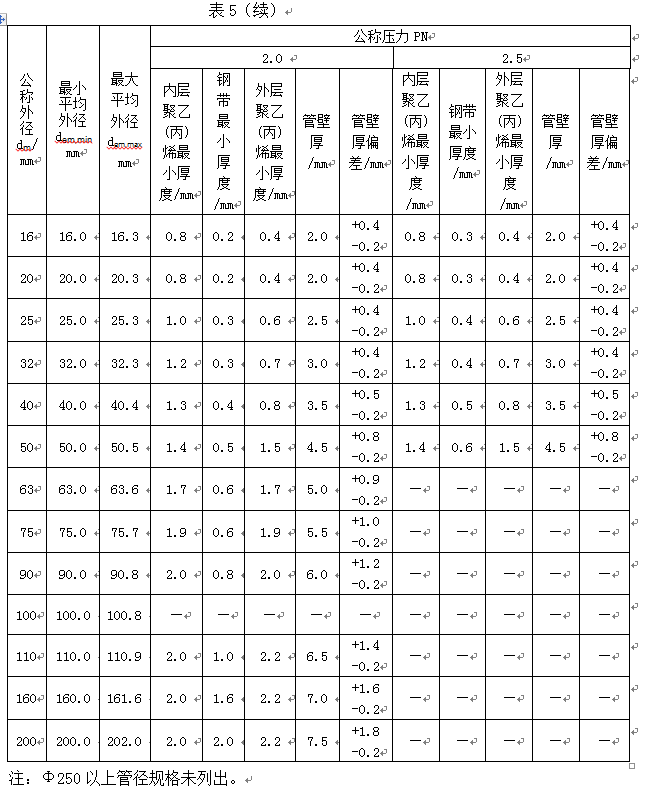
3.1.3 规格尺寸
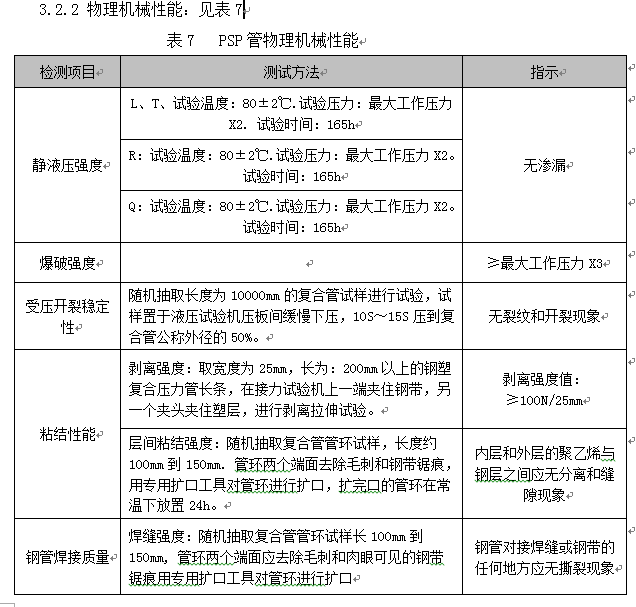
3.1.3.1 PSP复合管公称外径、最小平均外径、最大平均外径、内外层聚乙(丙)烯最小厚度、管壁厚和管壁厚偏差应符合CJ/T 183中管材规格尺寸规定。见表5。
3.1.3.2 PSP复合管按直管交货,标准长度为4m、5m、6m、9m、12m,长度允许偏差为±10mm,当用户对复合管长度提出特殊要求时,也可由供需双方商定。
3.1.3.3 排水、保护套管用复合管,可根据用户需要,由供需双方商定钢带厚度及管壁厚。
四、材料和结构
4.1 钢带
4.1.1 表面质量
钢带表面应无油污、锈斑、灰垢等污物及无破损、压痕等对使用有害的缺陷。
4.1.2 力学性能
复合管选用的钢带其延伸率不应小于30%,抗拉强度不应小于275Mpa。
4.1.3 厚度及其允许偏差
钢带的厚度及其允许偏差应符合GB/T 708或GB/T 709的要求。
以下介绍电镀锌钢带的技术指标。
电镀锌钢带技术要求如下
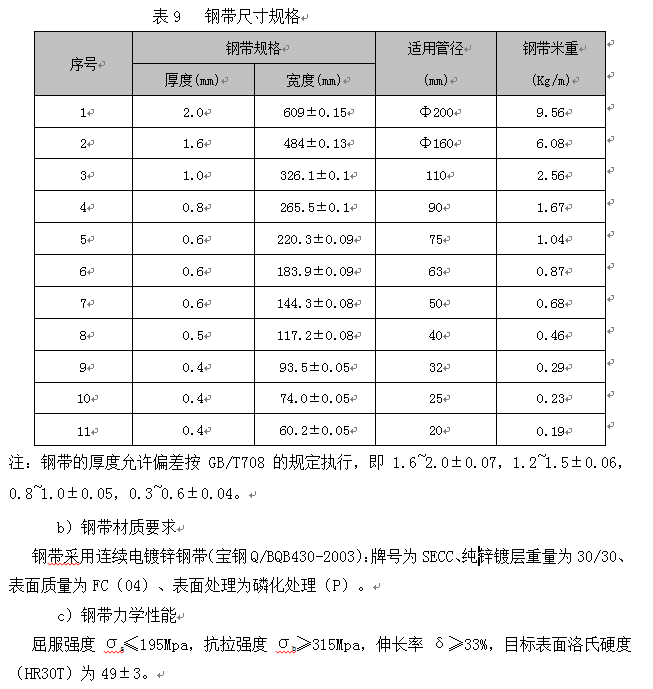
a)钢带尺寸规格见表9
d)钢带卷尺寸要求
钢带卷内径为500~610mm,推荐值为508mm;钢带卷外径≤1200mm,但应不小于1000mm。
e)外观
钢带表面不允许有针孔及按预定用途不能使用的表面缺陷、损伤,表面无锈蚀痕迹,且不得涂油;钢带分条后边缘平整(翻边应不大于厚度的10﹪)且无锈无挂锌,分条截面不允许补刷镀层。
f)包装
钢带卷应用多种密封材料多层密封(包括防锈纸),防止腐蚀生锈(尤其是分条截面不允许有锈),外部用钢带包装防止磕碰,用内外护角钢圈保证钢带边缘不受损伤。
g)检验方法
l 钢带宽度用0~500、1000mm的游标卡尺检测;
l 钢带厚度及分条翻边用0~25mm的外径千分尺检测;
l 钢带卷尺寸用卷尺检测;
l 钢带外观及包装用目测的方法检验;
l 钢带的力学性能应委托权威机构检测。
4.2 塑料
4.2.1 冷水、饮用水用复合管选用的PE应在GB/T 13663中表1内选取,基本性能应符合GB/T 13663中表2给出的要求。
4.2.2 热水、供暖用复合管聚乙(丙)烯塑料性能应符合下列要求
·选用PE-X,其性能应符合GB/T 18992.1中第5章给出的要求;
·选用PE-RT,其性能应符合CJ/T 175中5.1给出的要求;
·选用PP-R,其性能应符合GB/T 18742.1中第5章给出的要求。
4.2.3 燃气用复合管聚乙烯塑料应符合GB 15558.1中表1给出的要求。
4.2.4 特种流体用复合管聚乙(丙)烯的种类也要求,可由用户与生产厂商协商确定。
4.2.5 排水用复合管选用的PE基本性能应符合GB/T 13663中表2给出的要求,混配料性能应符合CJ/T 250中表1给出的要求。
4.2.6 保护套管用复合管应以聚乙烯树脂为主要原料,并加入为改进产品性能所必须的添加剂。
五、 采用技术标准及知识产权
5.1采用的技术标准
5.1.1钢塑复合压力管符合《CJ/T183-2008钢塑复合压力管》行业标准。
5.1.2采用辊压成型氩弧对接焊技术的钢塑(PSP)复合压力管生产线采用由企业自行编制,经余杭区技术监督局备案的《 Q/ZSL019-2012 SLGP 钢塑复合压力管生产线 》企业标准和《GB/T 14253-2008轻工机械通用技术条件》国家标准。

七、项目投资及效益分析
7.1 项目投资
设备投资:
1、(SLPSP-YH50钢塑复合管生产线)175万×2条线
2、(SLPSP-YH110钢塑复合管生产线)285万×2条线
3、(SLPSP-YH200钢塑复合管生产线)390万×1条线
钢塑复合管生产线成套设备5条线投入总额 1310万元
7.1.2 占地面积 2000m2以600元/m2计算120 万元
7.1.3 配套水、电、气等不可预见费 60 万元
7.1.4 流动资金 500 万元;项目总资1.990万元
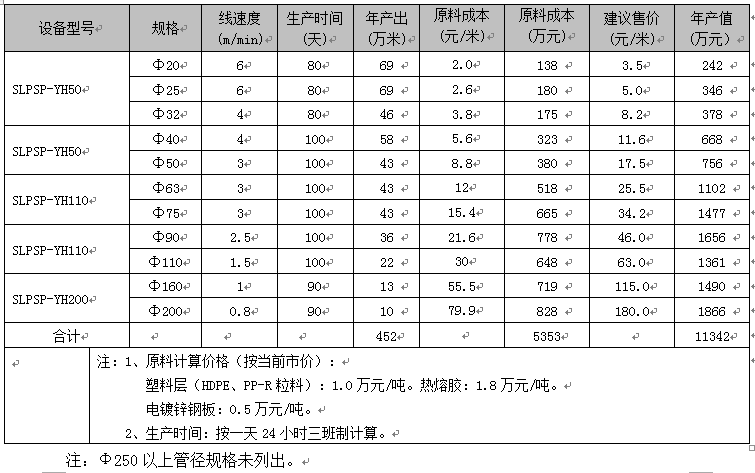
7.2 年产值
以生产PN1.6规格管材为例,三条生产线按下表中安排生产时间和任务则年产值为11,342万元(建议售价为批发售价,按市场价格30%左右计算所得)
7.3 总成本
6.3.1 原辅料成本 5,353 万元
a)塑层(HDPE、PP-R)类:按1.0万元/吨计算;
b)热熔胶:按18.0万元/吨计算;
c)电镀锌钢带:按0.5万元/吨计算。
7.3.2 水费4万元
按每天用水65吨,全年生产150天,单价4元/吨计算
7.3.3 电费363万元
实际耗电按总装机容量(1400kw)的60%,单价按1.2元/kw计算
7.3.4 人工工资 216 万元
按每条生产线3人,实行3班,人均工资4,000元计算
7.3.5 设备折旧费 130 万元
按设备使用寿命为10年计算
7.3.6 广告、办公、差旅等其他费用
按年产值的5%计算 567 万元
总成本= 6,633 万元
7.4 效益分析
7.4.1 年产值:11,342 万元
7.4.2 毛利率:52.8%
=(销售收入-原辅料成本)/销售收入
7.4.3 增值税:800 万元
=(销售收入-总成本)*17%
7.4.4 附加费:88 万元
=增值税*11%
7.4.5 所得税:955 万元
=(收入-成本-费用)*25%
7.4.6 利润 2,866 万元
=收入-成本-税金
7.4.7 投资收益率 144%
=利润/项目投资
7.4.8 投资回收期 0.46年
=设备成本/利润
7.5 综合经济评价
综合各项目预算分析,本项目建成后有极好的经济及社会效益,企业若
能确保销售总产值,控制好企业全年总成本,资金利润率将高达144%,企业每年可创纯利润2,866万元。从项目利润回报来看,该项目从生产日起6个月就可收回投资。
7.6 项目风险识别
7.6.1 法律及政策风险
发展环保型管道系统一直是国家扶持项目,受国家政策保护;国务院在新世纪出台相关措施更是管材生产企业的利好消息,故投资该项目不涉及到违反法律,违背国家政策的风险。
7.6.2 市场风险
管道运输在国民经济中的地位日益重要,近年来,西气东输、南水北调以及全国各地区的管网改造、管廊建设、海棉城市智能管网等重点工程陆续开工建设,同时,各地方也纷纷开始兴建地区的支线管网,这些大型和地区管网建设的市场空间极为广阔,需要大量的质量可靠、性能优异的管材来满足市场的需求;PSP管道正是因为其性能优异而被广泛应用到不同领域。
7.6.3 建设及环保风险
生产钢塑(PSP)复合压力管的主要原材料为聚烯烃类可塑性塑料,和电镀锌带钢。因其本身化学性能稳定不存在原料过期变质的问题,该管材卫生性能符合GB/T 17219规定。正符合国家节能、环保的政策。
钢塑(PSP)复合压力管生产线设备在生产过程中不会排出有害的气体、液体等,设备工作噪音符合国家对工业企业噪音控制标准要求,对周边环境没有污染。

访问手机站
微信二维码
服务热线